Metallurgy, or more correctly foundry work, is all about cooking metal. If you do not get the methods and processes correct you might as well dump the outcome in the bin. To achieve this quality and to compete you need the latest equipment. This has been the chief motivating factor as to why the Naledi Inhlanganiso Group embarked on close to a R100 million investment program in its NI-Foundry Division, formerly known as Guestro Casting and Machining, an asset that was within the once-mighty engineering group Dorbyl Ltd before being acquired by the current owners in 2013.

The new DISA SAM 6/70 high speed mixer
The foundry has origins dating back to 1947 when it was established as African Malleable Foundries. Various acquisitions and name changes subsequently occurred.
The investment program at NI-Foundry began in 2014 with a mandate to increase capacity and enhance quality and production performance, with an eye on diversification. The foundry was casting up to150 tons per day of predominantly iron products, including grey and SG iron.
The focus of the foundry has been primarily on the heavy commercial industry in recent years, supplying fully machined SABS approved castings to the OEMs and others. With the major investment in equipment and processes that the foundry has either completed or is currently implementing and, with further investments to be completed in 2016, the company will be in a position to aggressively pursue contracts to manufacture additional automotive components and diversify into other areas.

The new Convitec 50 ton per hour return sand cooler
Increasing capacity and production efficiencies to combat rising costs and product quality “You could say that this should be the aspiration and manufacturing approach of any manufacturing company. However you cannot achieve all of these ideals without looking at the complete picture. None of them can be achieved in isolation. They have to be addressed and implemented in tandem,” said Darren Brown, the Project Manager at Naledi Foundry who was tasked with overseeing the investment in the foundry to realise greater operational efficiency, production cost reduction and quality improvements.
“The company knew it needed to improve both its production capabilities and capacity to maintain and grow the business with its existing clients and gain the extra business that it is intending to capture.”
“What’s the most effective way to increase production capacity? The traditional way is through adding assets with the purchase or lease of additional equipment, but that may not always be the best way. Likewise, you could say the same about efficiencies. Most companies will look at the human aspect and send personnel for training. This can help but again it will never be the ultimate solution which normally lies in effectively combining these approaches.”

The focus of the foundry has been primarily on the heavy commercial industry in recent years, supplying fully machined SABS approved castings to the OEMs and others
“The challenge is exasperated when you have to continue to operate as a going concern offering foundry services to new and existing clients, while implementing your strategy to bring you in line with current manufacturing best practices.”
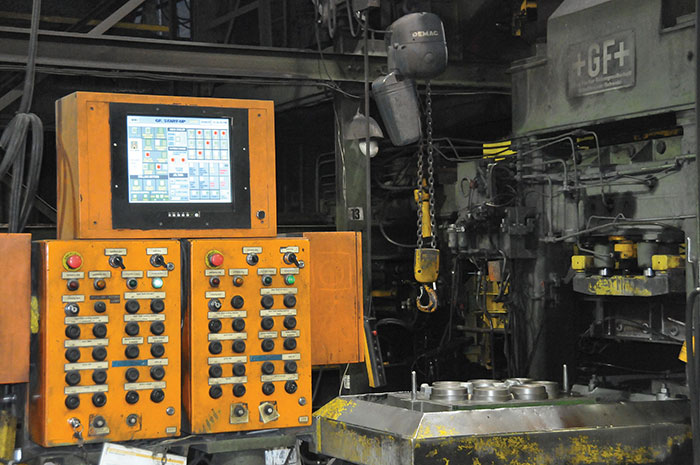
Upgrade of the GF horizontal moulding machine
“The mandate has been to increase our melting and moulding capacities in the foundry. The majority of castings are manufactured on the GF horizontal moulding machine, which has been in operation at the company since 1982. Various upgrades to the machine and the original sand mixers and coolers have been implemented over the years, but it still left the GF far short of what it is capable of and should be producing.”
“The line has been servicing 60 to 80 moulding boxes an hour and the goal was to increase this to at least 130 to 140 boxes an hour. We have the melt capacity so there is no reason why we should not achieve these targets.”

The foundry has added an Endeco Omega CB 30 coreshooter in the core shop
“However, the conditions have to be perfect in all aspects of the production process. We knew that we had under performing areas and to achieve our desired targets we would have to address them. These included the GF horizontal moulding machine itself, the sand mixers and coolers and the melting and pouring operations as well as upstream and downstream processes.”
“Although various steps of the metalcasting process have grown more and more automated, the process of cleaning castings in most cases remains labour intensive and machining/finishing is costly. It is estimated that anywhere from 20-35% of the manufacturing costs associated with an average casting can be attributed to cleaning and/or finishing. Controlling production costs and maintaining profit margins is a constant effort, so many metalcasters are on the lookout for strategies to reduce finishing and machining costs.”
“So it was important that through the whole upgrade process we consider these factors and improve the surface finish of the castings, thus reducing machining time.”
“The project kicked off with introducing more robust hydraulics. Simplified and enhanced, the sound and reliable system combines with a state-of-the-art PLC electrical control to enable consistently high output of castings.”
“Cutting-edge monitoring and control — uses updated control system hardware and enables straightforward presetting and adaptation of all production parameters for fast pattern change, without compromising speed or quality.
“Internally on the line the cope and drag moulding machines were upgraded so as to speed up the delivery of the moulding boxes/flasks.”
“Additionally, the belting system, including those that transport the green sand, went through a complete overhaul.”
Green sand preparation
“The next step in the upgrade project was to look at the quality of our sand. The quality of the surface finish on your castings, without pitting and tear-offs, is only as good as the quality of the sand that you deliver. Temperature and moisture control of sand preparation, both at the start and at the end of cooling of returned sand, is critical if you want to eliminate any variables.”

The new two ton an hour Endeco Omega continuous mixer delivers the sand on demand
“We had two GF mixers that had been part of the line when it was first installed and were long past their sell-by date. DISA purchased GF’s foundry equipment division in 1996 and subsequently merged with the Wheelabrator Group in 2009. The new company named itself the Norican Group, but the individual brand names are still marketed separately.”
“Because of this link and the desire to have a seamless upgrade in this department we replaced the two original GF mixers with one DISA SAM 6/70 high speed mixer. The output of this mixer is now more than the original two.”
“The DISA SAM series of turbine sand mixers features a deeply submerged turbine in the sand batch mounted on an arm. The arm rotates the turbine in an enclosed bowl to ensure that all sand is passed through the turbine many times. Water is sprayed directly into the sand. The mixer includes a sand weight hopper, an additive weight hopper and an electronic mixer control system including dosing and weighing electronics. Our mixer’s output is 50 tons per hour.”
“The DISA SAM turbine mixer considers all the aspects of modern sand preparation techniques, and it creates the conditions for a perfect mix with uniform properties by full homogenisation of the sand and effective integration of water, bonding clay and additives.”
The DISA Multicontroller SMC
“One of the more innovative developments in recent times has been the fully automated sand mixer controller. The SMC is incorporated in the turbine mixer and is the key to mould quality, and thus the key to high performance production of quality castings.”

Cores that have been produced on the new Endeco Omega CB 30 coreshooter
“Designed for use with high-capacity mixers, the DISA SMC regulates and monitors the process in the sand mixer and ensures that the characteristics of the prepared moulding sand remain within a constant range. The regulation is automatic and continuous by in-mixer analysis of the sand during mixing. Analyses are based on accurate measurements of compactability and sand strength, temperature, as well as measurements of return sand moisture. The programme of the SMC serves to regulate the volume of water and bentonite added into the moulding sand mixture by monitoring compactability and mould strength levels.”
Return sand cooling
“As we all know hot sand in the sand regeneration process can cause untold problems. But these can be overcome if you have the right equipment. And these days the environmental rules governing spent sand are becoming even more onerous. Is it a liability or a resource? That’s the crux of the revolving discussion about sand in metalcasting operations, and despite the fact that this problem (or opportunity) is so widely recognised – different foundries approach it differently because the job of handling foundry sand manifests itself differently from one foundry to the next.”
“Foundry sand reclamation has always been part of our operation, but again the equipment was long in the tooth and needed attention. For this reason we decided to assign our two coolers to the scrap heap and invest in a new Convitec 50 ton per hour cooler.”

Internally on the GF line the cope and drag moulding machines were upgraded so as to speed up the delivery of the moulding boxes/flasks
“The cooler consists of a vibrating conveyor with permeable flow bottom made of chrome-nickel steel (so-called Conidur floor), a stationary hood with integrated humidifier, a closed air box with fresh air ventilator, temperature probe and humidity sensors, as well as an intelligent PC/PCB supported control with integrated frequency converter for optimisation of the transport speed of the used sand through the fluid bed cooler.”
“The installation of such a cooler into our sand recycling plant has seen a dramatic increase in availability and quality and in the process too, like the surface finish of the cast product, and the mould’s ability to absorb gas emitted by the cooling metal.”
Core shop upgrade
“Again this is one area that is integral to the ‘perfect conditions’ scenario. Rapid advances are occurring in core design and production because of the need for reducing foundry and machining scrap. High-quality castings are always backed-up by good and consistently reliable cores and machinery – and of course a preparation that is well thought out. For these steps to come together optimising the layout for your individual core-shop and foundry is essential. This includes core removal, defining, coating, core assembly, gluing, core drying, core storage and logistics, automatic core setting and tooling.”
The project kicked off with the introduction of more robust hydraulics. Simplified and enhanced, the sound and reliable system combines with a state-of-the-art PLC electrical control to enable consistently high output of castings
“We already have several core shooters, but in anticipation of the increased demand from the casting line we found it necessary to add an Endeco Omega CB 30 coreshooter that is capable of producing horizontally and vertically split core boxes. The fully automatic 30 litre machine has not been installed to manufacture any specific core but will be deployed on demand.”
Automatic sand delivery and new continuous mixer
“It does not help to invest in a fully automatic machine and then have to rely on a labour intensive situation to deliver the materials to it. For this reason we have now invested in an automatic sand delivery system to deliver the sand to the new mixer as well as the existing coreshooters.”
“The overhead system that runs on a trolley shuttle is linked to a new two ton an hour Endeco Omega continuous mixer and delivers the sand on demand. We have seen up to 40% increase in productivity in this department as a result of the investment in the new equipment.”
Additional phases for 2016
“You could call this the first phase of our investment in the foundry. Most of the installations were completed by the end of October 2015 and we are now achieving our 60% increase in production capacity that we were aiming for.”

Inline pouring will soon be changed to include a new presspour furnace
“Phase two is already being implemented. This will include new induction melting furnaces and inline pouring, and a new dust extraction and filtration system complete with all the ducting. R11 million worth of moulding boxes/flasks have already been manufactured and delivered to us. These will be incorporated into the process once the melting and pouring upgrade is completed.”
“Phase three in the future will include upgrading and investing in our fettling and machining operations, as well as adding shotblasting capacity.”
Import replacement and larger castings
“Once this investment project is complete it will afford us more opportunities and, besides diversifying our product range, we will also be able to offer other metals that we can cast. This will mainly be on the ferrous side, and we are far down the line with implementing the processes to cast carbon and alloy steels, as well as the high chrome irons,” said Group CEO Pieter Du Plessis.

New induction melting furnaces are being installed
“We believe that there are other critical advantages that will result from our investment strategy. The first is that we will be able to offer larger castings, up to nine tons and more if requested, and higher volumes. This is because of the extra melting capacity that we are installing.”
“Secondly, the efficiencies that come with the modern equipment and processes that we are implementing will give us a competitive advantage in the price per kilogram. We believe that there are far too many castings that are currently being imported into South Africa, and with our intended efficiencies this will make our offerings very attractive to the local market.”
“We need to address this situation so that we don’t just retain jobs but rather increase opportunities and employment.”
For further details contact the Naledi Inhlanganiso Group on TEL: 011 845 1546 or visit www.ni-holdings.co.za
