Inconsistent mould hardness and mould strength can cause casting defects and poor casting surface finishes. Testing the mould should be standard for green sand foundries.
Mould hardness is the resistance of a mould to deformation or indentation and directly correlates to the packing density of the sand. Mould hardness/strength affects the quality of the castings produced. Moulds with too high, too low, or inconsistent mould hardness/strength can result in a multitude of consequences. Lack of mould hardness can lead to shrink defects, internal porosity (due to mould-wall movement), and poor surface finish. Low hardness can also be an indicator of a weak mould, leading to runouts. Harder moulds result in less mould-wall movement and therefore better tolerance control. Too high of mould hardness can lead to gas defects (low permeability), scabs, buckles, burn-on or penetration defects.
While it is important to run primary green sand lab tests every turn of the sand system, a green sand test represents a large volume of sand. Whereas within a mould, the sand can vary. This is why mould hardness/strength testing on the line is critical. It can identify variation from mould to mould and even throughout a mould. Mould Hardness/strength is a valuable check to help with scrap cause identification.

Inconsistent mould hardness and mould strength can cause casting defects and poor casting surface finishes. Testing the mould should be standard for green sand foundries
Testing mould hardness or mould strength
Production line supervisors and anyone working on the moulding machine should have a mould hardness or mould strength tester accessible during production operations. It is a quick quality check that provides an instant assessment of the mould. It can also help troubleshoot issues that occur between the muller and the time the mould is made.
What is the difference between mould hardness and mould strength?
A mould hardness tester is used to determine the resistance of the mould surface when penetrated by a loaded plunger. It measures the depth of penetration into the mould surface. In many ways, the mould hardness is measuring the bulk density of the mould at a specific point.
A mould strength tester measures force, which also corresponds to the penetration resistance. The mould strength tester has a higher sensitivity and in addition to bulk density is a good indicator of the strength of the clay bonds. The Mould Strength penetrator is a thin pin/rod and the result is measured in either N/cm^3 or psi. In the past, mould hardness testers utilised a spring load to determine the depth of the mould penetration. The Mould Strength Tester eliminates traditional sources of error such as non-linearity of springs and “spring-back” of highly compacted sands by utilising a crystal oscillator sensing element. This allows the measured force to correspond to actual mould penetration resistance.
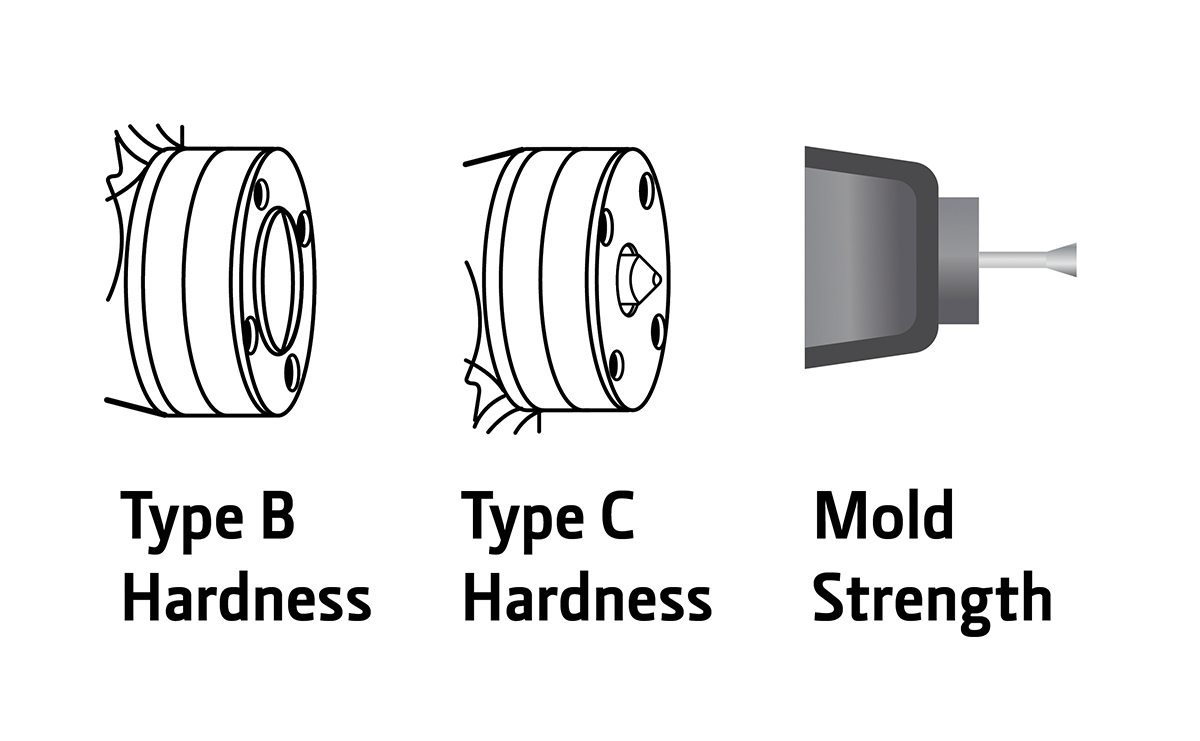
What’s the difference between a “B” and “C” hardness tester
There are two scales for measuring mould hardness and can be identified by the shape of the penetrator. The B-scale has a round penetrator, whereas the C-scale has a pointed penetrator. Both scales measure the surface hardness of the mould. The C-scale has a higher load on the spring and provides more resolution. It is important to note that the scales for the B and C are not the same, as it requires more pressure to move a smaller diameter. The B-scale is more common in green sand foundries. The B-scale hardness tester is also commonly found in chemically bonded sand applications for measuring hardness of work and strip times.
What’s the difference between a “B” and “C” hardness tester? There are two scales for measuring mould hardness and can be identified by the shape of the penetrator. The B-scale has a round penetrator, whereas the C-scale has a pointed penetrator
The hardest mould doesn’t necessarily produce the best casting. Ideally the same location on each mould from a given pattern should be consistent. The dial mould hardness testers were replaced with electronic digital testers in the early 90’s. Current versions not only provide digital results, but advanced models can download up to 900 data points with 32 pattern numbers defined by the user. Advanced models include two additional modes. The first allows the operator to measure mould hardness at several locations on the mould surface. The instrument will automatically display the number of test points and average mould hardness. The second mode allows the operator to test and store a series of points on the surface of a mould. The points can then be plotted as a hardness gradient and is useful in determining the change in mould hardness, for instance in a deep mould pocket.
Factors influencing mould hardness
Sand composition: Sands with higher clay content (and equivalent moisture) tend to have higher hardness due to better binding properties. Though, excessive clay can lead to reduced permeability and mould defects. At higher clay levels (specifically sodium bentonite) sand tends to become less flowable and without adequate aeration prior to mould filling, foundries may experience soft areas within the mould due to uneven filling of the mould. Calcium bentonite clay collapses more readily. It can be expected that moulds with higher amounts of calcium bentonite than sodium bentonite will have a lower mould hardness, pending all other parameters are equal. Cushioning additives, such as wood flour, can be added to help minimise expansion defects.
Moisture content: The moisture content in moulding sand affects its compactability and, consequently, mould hardness. Optimal moisture levels are dependent on the amount of bentonite in the sand and the sand temperature. Excess moisture beyond what is needed based on temp and clay content may lead to mould washout and defects. Insufficient moisture can lead to weak moulds prone to sand inclusion defects.
Sand compaction: Compaction methods such as ramming, squeezing, or vibration help in densifying the sand grains, enhancing mould strength and rigidity. Inadequate compaction can result in soft moulds with insufficient or uniform mould hardness, leading to casting defects like sand inclusion and surface roughness.
Machine: Both too high and too low of squeeze pressure can result in a low mould hardness. The shot time in a vertically parted moulding machine is determined by the shot pressure and chamber size. There is an adjustable Shot Time Correction feature if the shot time is too short or too long. A soft mould can be due to too short of a shot time. Too low of a blow pressure or squeeze pressure can also result in a low mould hardness. Settings should be maintained to provide a consistent mould hardness. It is recommended to check mould filling process and ensure that flask or chambers have adequate volumes of sand with even fill. Machines with variable squeeze head pressure zones are designed to help with uniform mould density and ensuring that zone pressure targets are set correctly can help with tooling designs that are prone to soft areas.
Tooling: Low mould hardness in specific areas of a mould may indicate the need to replace or fix worn tooling. Soft spots in the mould may require evaluating venting on pattern plates. “Pattern wedges” can also help direct squeezing forces to areas prone to soft moulds.
Implications of mould hardness/strength in foundry operations
Green sand testing: If the same sand mixture is prepared to various mould strength ranges, as mould strength increases density, and green, dry and hot compression strength increases while permeability decreases.
Surface finish: Mould hardness influences the surface smoothness and perceived quality of castings. Harder moulds typically provide better mould cavity stability, resulting in improved surface finish and reduced surface defects such as roughness and expansion defects.
Mould stability: Adequate mould hardness is essential to withstand the stresses and pressures during metal pouring and solidification. Insufficient hardness can lead to mould erosion, distortion, or swell, compromising casting integrity and quality. Mould swelling can result in castings outside of dimensional tolerances.
Production efficiency: Proper control of mould hardness optimises foundry processes, reducing rework, scrap, minimising runouts, and downtime associated with mould-related defects.
Springback: Springback refers to the elasticity changes in the sand. It is when the sand is over-squeezed and then quickly released and can result in dimensional inaccuracies or stickers.
Poor shakeout: Castings with too high of mould hardness can be difficult to shakeout.
Gas defects: If mould hardness is too high, the permeability will decrease, and castings may have increased gas defects.
Mould hardness is a critical parameter in foundry operations, impacting casting quality, dimensional accuracy, and production efficiency. By understanding the factors affecting mould hardness, foundries can implement effective measures to control and optimise mould properties. Proper sand composition, compaction techniques, tooling design, and process parameters ensures consistent mould hardness. Consistent and routine testing is crucial for identifying trends. Tracking mould strength/hardness alongside other primary green sand testing helps foundries understand how their mould strength/hardness is affected by other moulding sand properties.
The article was written by Michelle Ring in collaboration with Simpson Technologies. Follow this link:
https://www.simpsongroup.com/a-hardness-look-at-mold-testing/
For further information contact Peter Petersen of Mondeco Solutions on 079 448 1277 or email peter@mondeco.co.za or visit www.mondeco.co.za