P.H. Heat Treatment, one of the oldest commercial metal heat treatment companies in South Africa, sadly lost one of its figureheads in February 2023 with the passing of Managing Member and majority shareholder Cecil Zlotnick.
“The passing of Cecil was a great shock to everyone that knew him,” commented Dale Boxshall-Smith who is the Works Director at P.H. Heat Treatment.
“If there was a metal casting Hall of Honour for the foundry and heat treatment industry Cecil would definitely have been recognised, not only for the early adoption of technology like the Nitrex Nitriding process but also for his absolute passion for the industry and those that work in it.”
P.H. Heat Treatment is one of the oldest commercial metal heat treatment companies in South Africa
“A legacy is often referred to a bequest in a will or inconveniencing an individual or company with outdated technology still in use. Not so in Cecil’s case. The lasting impact as an individual through his accomplishments and character will be embedded in many lives, whether it is family, colleagues or clients. Basically, all that came into contact with him.”
“These are the big shoes that we have to fill. But between his wife Brenda, who has been with the company since Cecil acquired P.H. Heat Treatment in 1981, myself, who joined Cecil in 1991, and now Jared his son, who joined the company 6 months ago, we are determined to uphold Cecil’s name and build on it.”
The company has roots dating back to 1958 when the two original founders of P.H. Heat Treatment – Danny Pretorius and Pat Hilliard – started a very modest heat treatment operation at 21 Hospital Street, Cleveland, Johannesburg. The staff complement at the time was six people. The premises were only 300m² in size and all heat treatment was done in a number of box furnaces and a few small temper furnaces. Case hardening was done by carburising in pots with charcoal. The parts to be hardened were then tipped onto a steel plate and one by one, quenched with hooks, into an oil tank. Later another 300m² building next door was obtained and here two cyanide salt baths were installed for case hardening small components. The company used this technology until 1984.

In 2003 P.H. Heat Treatment separated itself from the rest when it teamed up with Canadian company Nitrex to bring a unique process for controlled gas nitriding and nitrocarburising to the local market. In 2004, the company installed a Nitrex nitriding plant – the only one of its kind in Africa still today
Cecil Zlotnick, a young metallurgical engineer had been working for Afrox for five years during this period and it was his responsibility to market and install nitrogen-based atmosphere heat treating systems for local industry. Then a new exciting innovation – the Endomix system – was launched by BOC in the UK in 1979. Through Afrox’s affiliation with BOC, Afrox introduced the system to the South African market and Zlotnick was very involved with the launch.
However, in 1980 he was approached by an accountant friend Philip Becker about a business opportunity that had arisen. P.H. Heat Treatment’s Danny Pretorius wanted to join his previous partner Pat Hilliard in retirement and had put the business up for sale.
After visiting the facility together Becker asked Zlotnick what he thought. Zlotnick’s words, which are documented were: “I shook my head and said: You must be out of your mind – this place is like the pre-industrial revolution. There is no way I will set foot in this hellhole! I looked into the first building. The walls were covered in black dust and the windows were painted green. There was a bad smell of overheated quenching oil coming from an oil tank in the middle of the floor. Quenching oil fumes covered the building in thick smoke. We went to the second building where the cyanide baths were housed and smelled the cyanide fumes. Here the walls were a light grey – dust from the cyanide fumes. In the middle of the floor was a round water tank. The water was like a grey slurry with a grey caked mess all around it. On top of the offices in the building were 50 drums of sodium cyanide – 2.5 tons – enough to kill off the entire population of Johannesburg.”
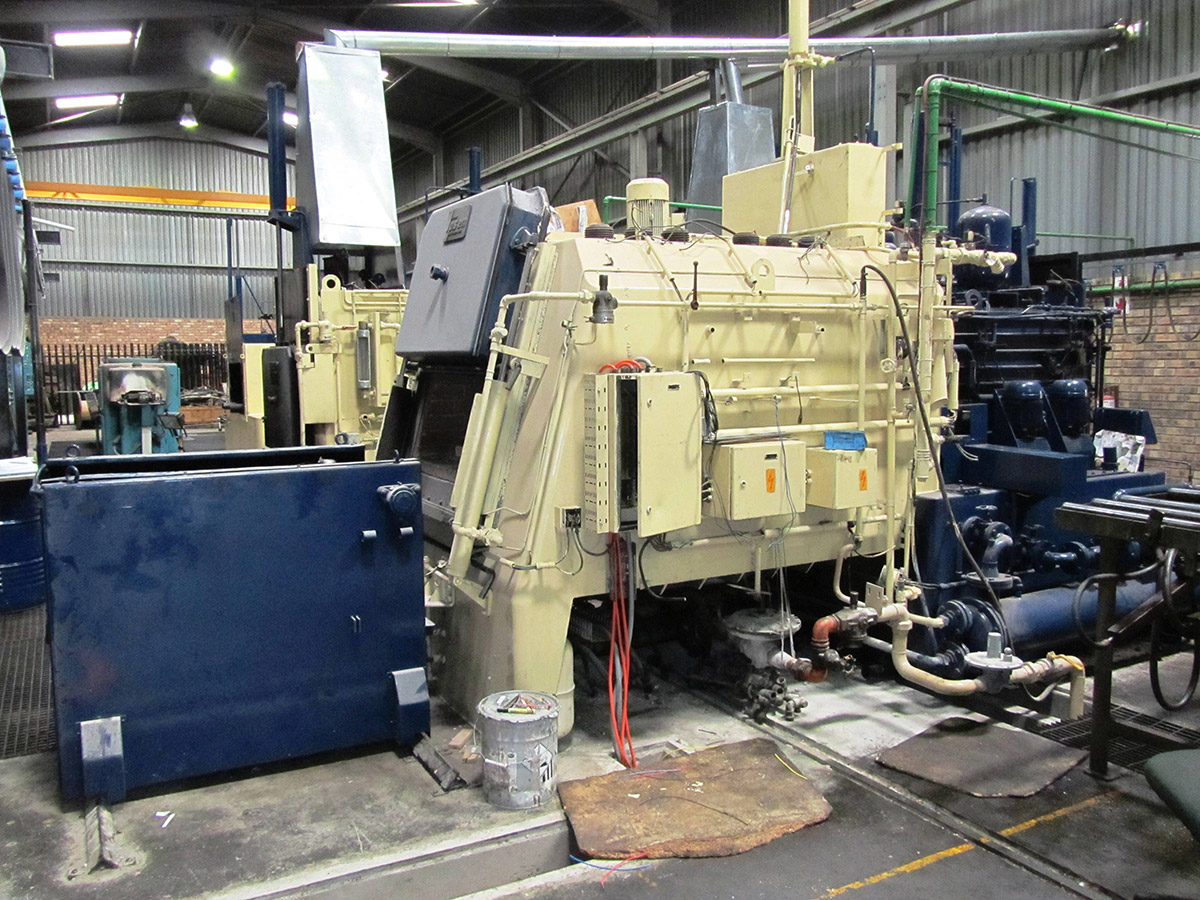
The company now has 29 furnaces and are able to process up to 500 tons of components per month, depending on the product mix
“I asked Danny Pretorius a few innocent questions like: ‘Why are the windows painted green?’ ‘Ah!’ he answered. ‘I like to check the temperature of the parts in the furnaces by opening the furnace doors and looking at the colour of the steel components inside. When the sun used to shine through the unpainted windows, I could not tell the furnace temperature, so I painted the windows green,’ – he told me.”
“I asked him why he didn’t just read the temperature off the temperature controller at the furnaces. He said he didn’t trust them – his eye was more accurate.”
“I asked him where his goods receiving and dispatch areas were. He took me into the yard between the two buildings and showed me. ‘But what happens when it rains?’ I asked. ‘No problem,’ he joked ‘we fish the customers’ jobs out of the mud and they go straight into the furnaces. The charcoal takes care of the rust on the parts,’ was his explanation.”
Today the company’s facilities include six Ipsen and four Efco and Birlec sealed quench furnaces using Afrox’s Endomix system among its extensive range of capital equipment
“Why do you have so much cyanide stockpiled for the two small cyanide pots? I enquired. ‘Ah!’ he replied, ‘I’ve been told that cyanide is going to be unavailable in South Africa in future, so I decided to buy a three-year supply, just in case,’ he said.”
Zlotnick continued: “I told Danny I was concerned that the oil was allowed to get so hot. He replied that the oil cooler was undersized, so quenching could only be done between 7 and 11am each day. Thereafter the oil would have to cool for the next day’s quenching.”
“Philip replied saying: ‘I know nothing about heat treatment but on paper, this is a good little business, making a fair monthly profit and having a substantial customer base.’ Well after much persuasion and a promise to modernise the company, I agreed to take a big risk and to give up a good managerial job at Afrox and to take the plunge. With money borrowed from a bank, we bought P.H. Heat Treatment at the beginning of 1981.”

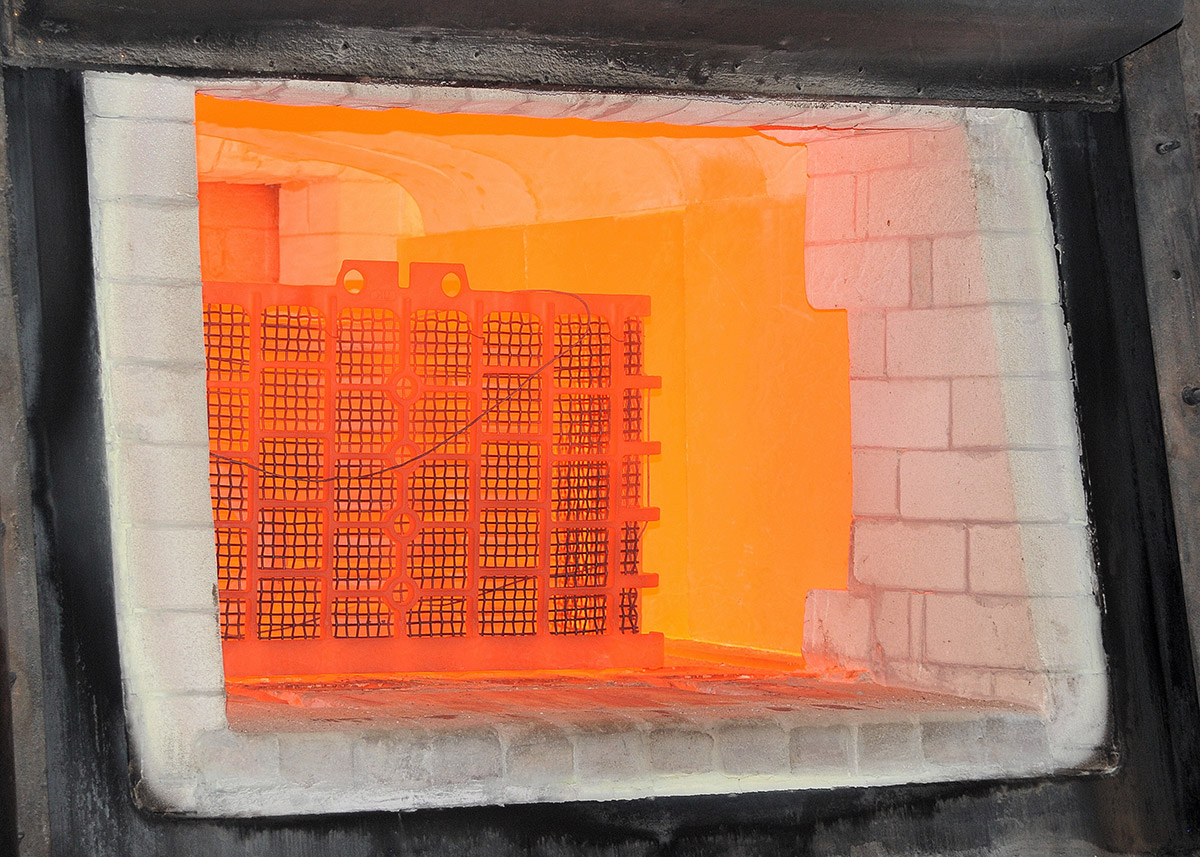
P.H. Heat Treatment work 24 hours a day, 7 days a week
Zlotnick then went to the UK and purchased the company’s first sealed quench furnace, which was second hand, and a matching temper and a shaker hearth furnace. The company also installed an Afrox Endomix gas atmosphere system to supply gas to the equipment.
As Zlotnick said: “I went from being an Afrox employee to Afrox customer. But it was the start of the modern P.H. Heat Treatment. We were now able to do modern processes such as neutral, scale-free hardening, gas carburising and carbonitriding and as a result, the company grew to a point when we installed the second sealed quench furnace and in 1984, the company then purchased three large Ipsen sealed quench and temper furnaces and moved to 17 Activia Road, Activia Park where we are still situated today. The salt baths were demolished, 9 of the 10 box furnaces were scrapped as was the old pack carburising charcoal process.”

The company has a fully equipped modern laboratory and have just completed the installation of an advanced Metkon Servocut-302 fully automatic cut-off system that was supplied by foundry and laboratory equipment supplier SPS
In 1991 Becker left the company after deciding to emigrate to Canada and Dale Boxshall-Smith joined the company, bringing with him 10 years of heat treatment experience. In 1994 he became a partner in the business.
The company now has 29 furnaces and are able to process up to 500 tons of components per month, depending on the product mix. It also has state-of-the art automatic process controllers, with carbon control based on oxygen probe.
“All the furnaces are fitted with Eurotherm temperature controllers and programming which allows us to plan very efficiently. The planning function has been a big positive. What used to take two planners a whole day can now be done in 30 seconds. That relieves a lot of stress.”
Speciality niche market: Nitrex Nitriding
P.H. Heat Treatment grew from strength to strength, focusing on and becoming the leader in the field of controlled furnace atmosphere heat treatment, its speciality niche market. Today the company’s facilities include six Ipsen and four Efco and Birlec sealed quench furnaces using Afrox’s Endomix system among its extensive range of capital equipment. Other capital equipment includes shaker hearth furnaces, tempering furnaces, facilities for sub-zero treatment, glass and shot blasting.

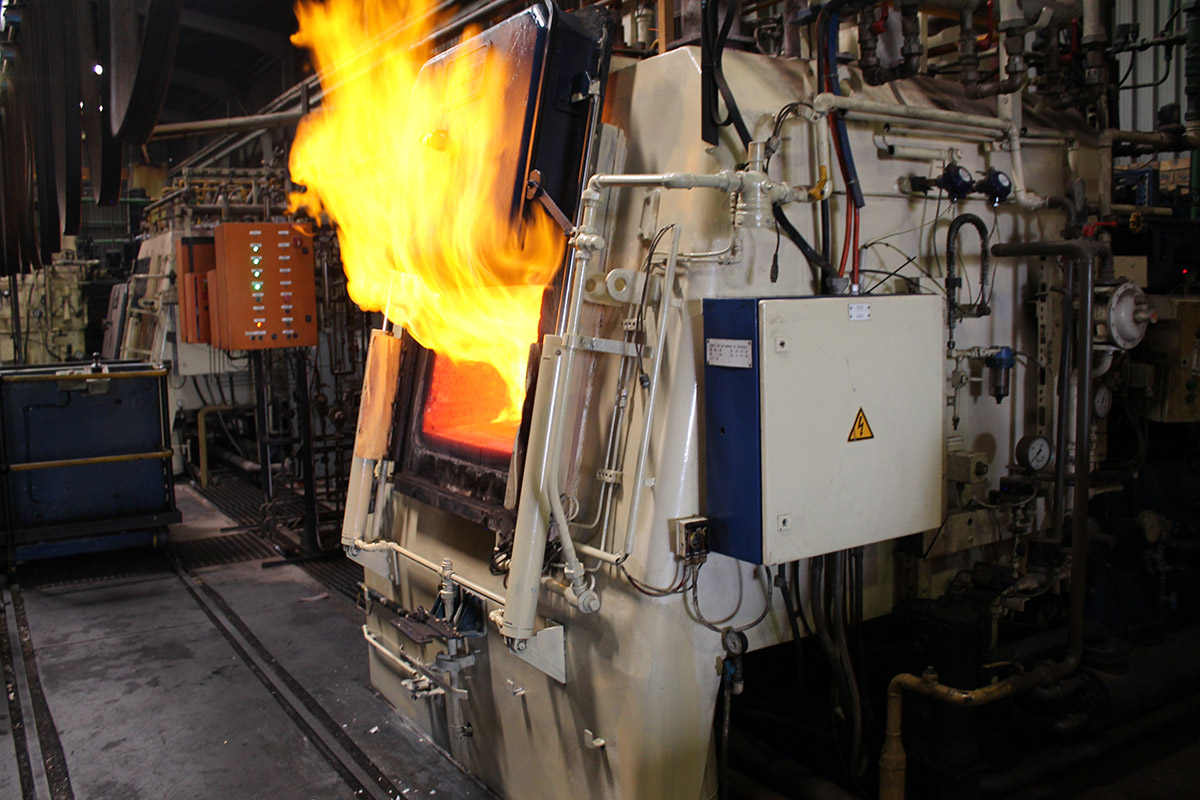
P.H. Heat Treatment process 1 000s of components in a month
In 2003 P.H. Heat Treatment separated itself from the rest when it teamed up with Canadian company Nitrex to bring a unique process for controlled gas nitriding and nitrocarburising to the local market. In 2004, the company installed a Nitrex nitriding plant – the only one of its kind in Africa still today.
“This niche range of heat treatment processes, applied particularly to steel components, can provide unique combinations of wear and corrosion resistance to engineering components, together with resistance to scuffing and seizure,” Zlotnick explained at the time.
“We were the first licensee in Africa and today we hold exclusive rights to the Nitrex’s Nitreg®, Nitreg® C, ONC® and Cor-Check® gas nitriding technology processes for South Africa. Our multi-purpose two-ton capacity NX-1015 Nitreg® pit furnace was the first of its kind in Africa.”
New Metkon Servocut-302 fully automatic cut-off system
The company has a fully equipped modern laboratory and have just completed the installation of an advanced Metkon Servocut-302 fully automatic cut-off system that was supplied by foundry and laboratory equipment supplier SPS.
“A powerful step forward in delivering precision, productivity and reliability to the P.H. Heat Treatment laboratory. Built with a robust, modern, and low-emission design, this high-performance machine features a 4kW cutting motor that delivers fast, efficient cutting through even the hardest and most complex materials. Their precise motor-driven axis controls ensure accuracy and repeatability in every cut,” explained Boxshall-Smith, who has been with the company for 35 years.

P.H. Heat Treatment offers stress relieving, annealing, normalising, hardening, tempering, blackening, carbon restoration, case hardening (carburising; carbonitriding; lamda processes) and gas nitriding
Unique software
“Besides his exceptional metallurgy knowledge Dad was very good at keeping information on each client. Since 1998 he has been developing a unique software programme that is dedicated to P.H. Heat Treatment. Based on the Microsoft Access database management system the software lets you store, organise, and manage structured business data without requiring advanced programming,” said Jared Zlotnick who has a corporate banking background but has been part of Dad’s company from a young age.
“Every single client that the company has dealt with is listed in this software. Each client ‘file’ includes all the relevant information of what component, process, temperature and any other relevant information on every order from the client, whether new or repeat. It is a powerful and very useful tool for the company.”
“However, it is a bit ‘clumsy’ and we are busy converting the data into a more modern platform that will have a user-friendly interface and features for organising, storing and retrieving data. The system will also have an engine to build custom forms, reports, and queries before transferring the relevant information into invoicing and statements.”

P.H. Heat Treatment’s services are used by OEMs, contractors and general engineering companies across many industries
“We offer stress relieving, annealing, normalising, hardening, tempering, blackening, carbon restoration, case hardening (carburising; carbonitriding; lamda processes) and gas nitriding.”
“We have ancillary equipment such as shot-blasting, glass blasting, vapour degreasing, sub-zero treatment and blackening. We work 24 hours a day, 7 days a week and are under extreme pressure in an effort to keep our customers satisfied.”
“Our services are used by OEMs, contractors and general engineering companies across many industries.”
For further details contact P.H. Heat Treatment on TEL: 011 822 2704, email info@phheat.co.za or visit https://www.phheat.co.za