The hybrid binder system driving the next generation of foundries.
The global foundry industry is changing faster than ever before. Foundries are under pressure from every direction: Rising production costs, stricter environmental regulations, increasing customer quality demands, and growing pressure to improve sustainability without sacrificing productivity. At the same time, metallurgical requirements are becoming more complex, especially in the production of high-quality ductile iron and steel castings where sulphur contamination, thermal stability, and reclaimability are critical.
For years, conventional furan no-bake systems carried the industry. High furfuryl alcohol content was considered the benchmark for quality. The formula was simple: High FA content meant strong moulds, fast curing, and reliable production.
But the industry has evolved
Today, the most advanced foundries in the world understand that modern binder technology is no longer about furfuryl alcohol alone. The future belongs to technological resins, engineered hybrid systems designed to balance performance, environmental responsibility, reclaimability and metallurgical control. This is exactly where DZanetech’s Kaltharz 8500 hybrid binder system is redefining the future of foundry chemistry.
Supplied and technically supported by Dzanetech, Kaltharz 8500 represents a new generation of advanced hybrid no-bake binder technology specifically developed for high-performance ductile iron, steel, and grey iron foundries. It is not simply an improvement on traditional resin systems, it is a complete evolution in how modern mould and core systems are designed, cured, and managed.

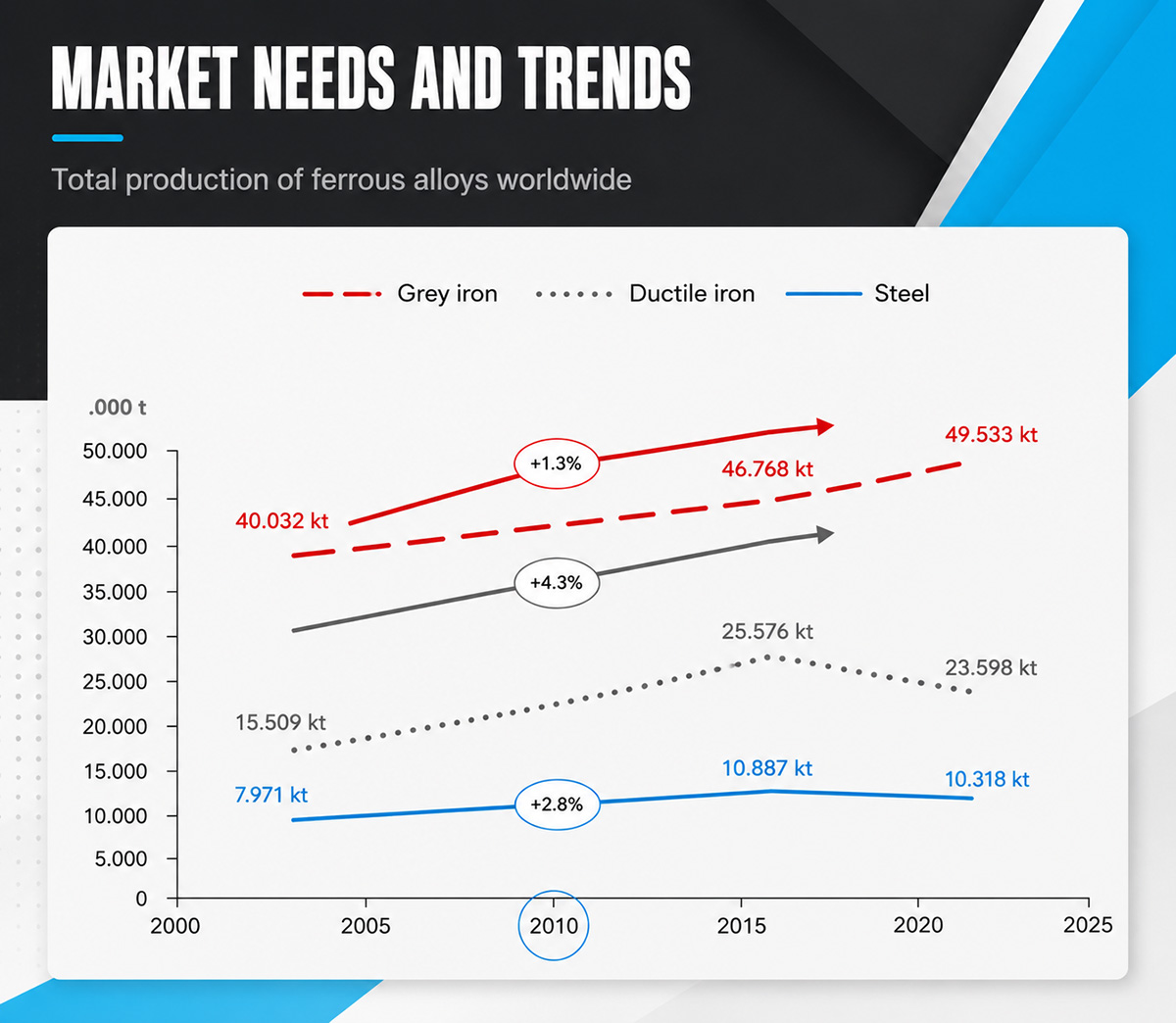
Global foundry trends continue to shift toward ecological responsibility, economic efficiency, and versatile performance, especially in sectors like mechanical engineering, automotive, mining, marine, and shipbuilding. Yet traditional furan-based no-bake systems, while reliable, are increasingly limited by: High free sulphuric acid content, elevated furfuryl alcohol (FA) levels, emissions, labelling concerns and costly resin and coating dependencies
At the heart of the Kaltharz 8500 family is an advanced Hybrid FR/PR chemistry based on a chemically modified FA-phenolic polymer structure known as PRFuran technology. This hybrid structure fundamentally changes the way curing occurs inside the binder system.
In conventional furan systems, strong sulphuric acid activators are heavily relied upon to drive the curing process. High sulphur levels are often necessary to achieve acceptable hardening performance, but these systems introduce major operational challenges. Sulphur pick-up becomes a serious metallurgical issue, particularly in ductile iron applications where graphite degeneration near the mould-metal interface can compromise casting quality. High sulphur systems also contribute heavily to CO2 emissions, aggressive odours, formaldehyde release, equipment corrosion, reclaimability problems, and unsafe working conditions inside foundries. Kaltharz 8500 changes that equation completely.
Through the incorporation of specially modified phenolic polymer structures, the curing power is transferred directly into the resin itself, reducing the dependency on aggressive acid chemistry. This allows foundries to achieve curing characteristics comparable to conventional high-FA systems while significantly reducing sulphur levels and environmental impact.
Unlike traditional furan binders which rely on strong acid activators to achieve curing, Kaltharz 8500 uses a chemically modified resin structure. This structure – referred to as PR Furan or Hybrid FR/PR – enables the binder itself to carry much of the curing responsibility
The scientific results are remarkable. Traditional activators typically contain sulphur levels between 12–15%, with free sulphuric acid levels reaching as high as 3%. Kaltharz 8500 hybrid systems reduce sulphur levels to as low as 5–8%, while maintaining free sulphuric acid levels below 0.3%. This dramatically lowers sulphur pick-up, reduces SO₂ emissions, decreases odour intensity, minimises BTX emissions, improves operator safety, reduces corrosion inside foundry equipment, creates cleaner reclaim systems, and assists foundries in complying with increasingly strict environmental regulations.
Unlike older sulphur-reduced systems that relied heavily on phosphoric acid blends, Kaltharz 8500 avoids many of the reclaimability and vitrification issues associated with phosphoric acid accumulation in reclaimed sand systems. Conventional phosphoric acid systems often caused moisture pick-up in moulds, unstable curing behaviour, reclaim instability, sand grain vitrification during reclaim cycles, and higher fresh sand requirements due to acid accumulation. Kaltharz 8500 eliminates many of these limitations while still maintaining excellent curing performance. This is one of the reasons why ductile iron foundries need this technology more urgently than almost any other sector.
In ductile iron production, sulphur contamination at the mould-metal interface can severely affect graphite formation near the casting surface. Conventional systems often lead to graphite degeneration, reduced surface quality, and costly corrective processes involving zircon coatings. High-performance ductile iron foundries manufacturing automotive components, heavy pump casings, municipal infrastructure castings, marine gearbox housings, and high-specification engineering components are constantly battling sulphur-related metallurgical instability.
The global foundry industry is changing faster than ever before. Foundries are under pressure from every direction: Rising production costs, stricter environmental regulations, increasing customer quality demands, and growing pressure to improve sustainability without sacrificing productivity
Kaltharz 8500 was specifically developed to solve this problem
Real-world foundry results have shown graphite degeneration depths reducing from approximately 500 microns to only 100 microns after transitioning to low-sulphur hybrid systems. These improvements dramatically enhance metallurgical integrity and casting surface quality. More importantly, foundries using the Kaltharz 8500 system were able to eliminate expensive zircon coatings and replace them with aluminium silicate coatings while still achieving excellent casting surfaces and metallurgical stability.
The economic impact of this change is massive
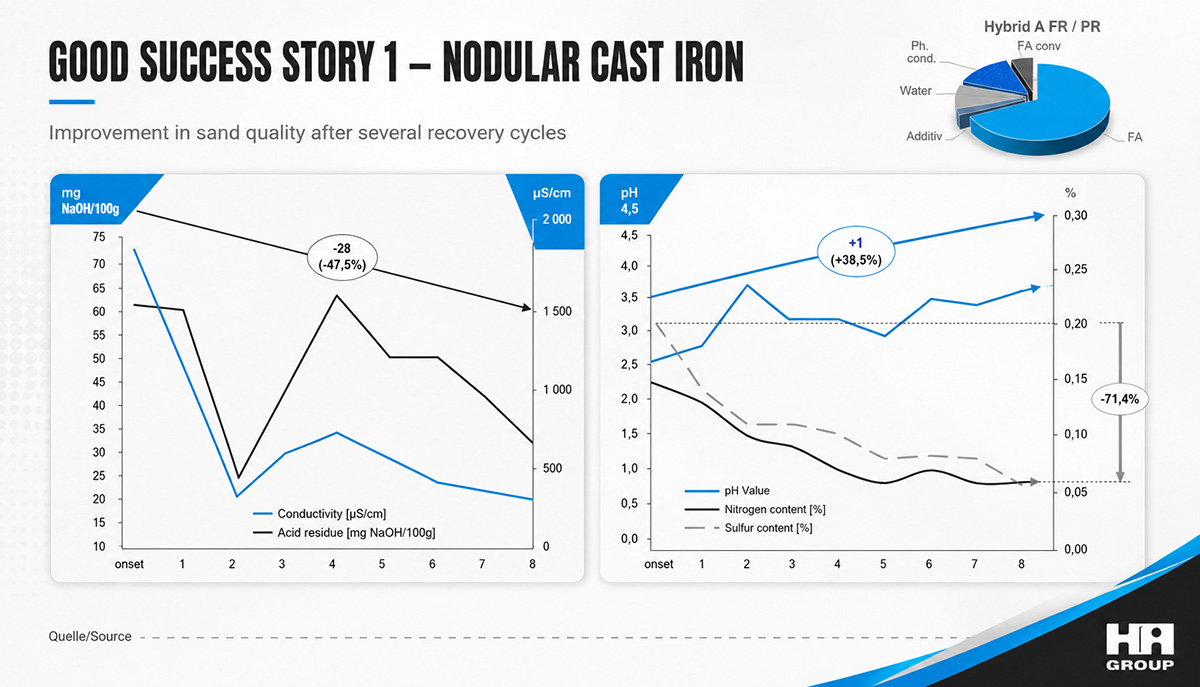
The hybrid system also significantly improves the quality of mechanically reclaimed sand over repeated reclaim cycles. Foundries recorded conductivity reductions of nearly 47.5%, acid residue reductions of over 71%, lower nitrogen accumulation, reduced sulphur contamination, and more stable pH behaviour inside the reclaimed sand system. This translates directly into cleaner sand systems, lower waste generation, improved mould consistency, and significantly reduced fresh sand consumption over time.
For high-volume ductile iron foundries…
These operational improvements create enormous long-term savings. One heavy marine gearbox application weighing approximately 19 tons demonstrated a 23% increase in flexural strength performance after switching to the Kaltharz 8500 hybrid system while simultaneously reducing resin addition from 1.1% to 0.9%. In practical terms, the foundry achieved stronger mould performance while consuming less resin and generating lower emissions. This is where Kaltharz 8500 separates itself from traditional systems: It improves performance while reducing chemical intensity.
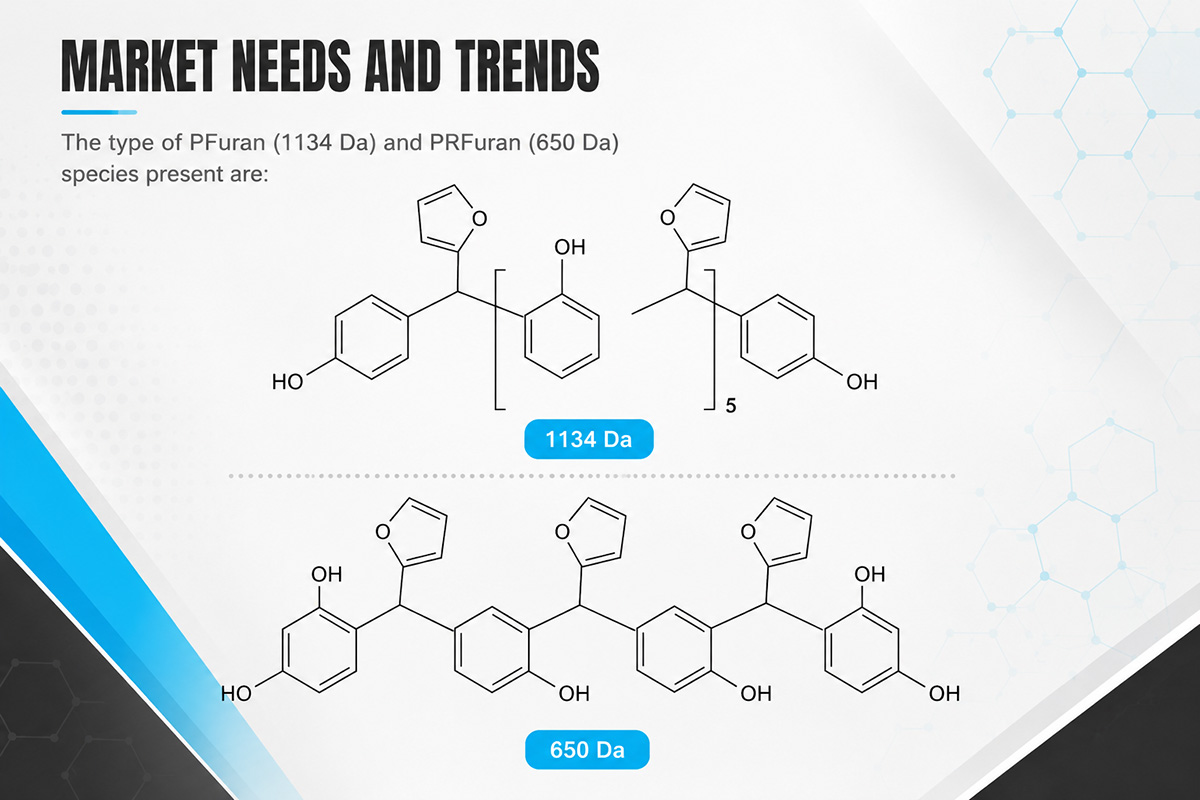
Example of FR/PR hybrid structure. (Attested presence)
Steel foundries may benefit even more dramatically
Steel casting operations face some of the harshest thermal conditions in the foundry industry. Thermal expansion, hot cracking, sulphur contamination, nitrogen sensitivity, and mould stability all become critical process variables. Conventional strong-acid systems can worsen many of these problems through excessive sulphur introduction and unstable thermal behaviour.
Kaltharz 8500 was engineered specifically to address these challenges
The system’s nitrogen-free formulation, combined with its controlled thermal behaviour and low-sulphur chemistry, makes it exceptionally effective for steel applications using reclaimed silica and chromite sands. Foundries producing turbine housings, high-alloy steel components, mining equipment, structural steel parts, duplex steels, manganese steels, and stainless-steel castings benefit from improved hot crack resistance, more stable thermal performance, lower sulphur contamination, improved demoulding behaviour, and more stable curing performance.
In steel applications, foundries achieved activator reductions of up to 25% by transitioning from strong-acid systems containing 14% sulphur and 2% sulphuric acid to milder activator systems containing less than 1% sulphuric acid and 11% sulphur. The results included improved mechanical strengths, more stable bench life performance, reduced curing instability, cleaner reclaimability, improved workplace air quality, lower chemical exposure, and reduced acid-related equipment corrosion.
These are not theoretical laboratory improvements. These are production-proven industrial results achieved in real foundries globally. Today, the Kaltharz 8500 product family is already successfully operating across foundries in Germany, Turkey, Romania, Spain, Australia, and the Czech Republic, with qualification projects continuing throughout Asia. The HA Group’s annual sales volume for the Kaltharz 8500 family has already reached approximately 3 500 tons annually – clear evidence that hybrid technology is rapidly becoming the preferred future for advanced no-bake systems worldwide.
Foundries are searching for a better way and Kaltharz 8500 delivers
And in Southern Africa, DZanetech is leading that transition
What makes DZanetech different is that the company does not simply supply resin. DZanetech positions itself as a full technical partner in the foundry’s operational transformation. Transitioning from a conventional no-bake system to hybrid technology is a process that requires technical expertise, structured implementation, and continuous process optimisation. This is why DZanetech provides extensive technical support throughout every stage of the conversion process.
Using the structured transition methodology outlined for the Kaltharz 8500 system, DZanetech supports customers through detailed project planning, milestone scheduling, verification loops, stop-point evaluations, reclaim sand sampling, laboratory testing, casting quality evaluation, mixer calibration, application engineering support and continuous technical optimisation.
Most importantly, DZanetech’s experienced technical team work directly alongside customers during implementation to ensure the transition is smooth, controlled, and performance driven. The company’s technical support process includes frequent reclaim sand analyses, accompanying laboratory tests, casting quality verification, application management, on-site technical engineering assistance, and close collaboration between local and global product management teams.
Every foundry is different. Sand systems vary. Reclaim systems vary. Production requirements vary. DZanetech understands that successful implementation cannot be achieved through a one-size-fits-all approach. Their technical team works closely with each customer to tailor the Kaltharz 8500 system to the exact operational requirements of the foundry. This partnership approach is one of the biggest reasons why foundries are increasingly trusting DZanetech with their modernisation strategies.
The reality is undeniable: The future of foundry chemistry is hybrid
The industry can no longer afford excessive sulphur emissions, unstable reclaim systems, high chemical exposure, and outdated binder technology. Foundries that continue operating with conventional systems will increasingly struggle to meet the economic, environmental, and technical demands of modern manufacturing.
Kaltharz 8500 provides a clear path forward
Cleaner chemistry. Better castings. Improved reclaimability. Lower emissions. Lower sulphur pick-up. Higher productivity. Better metallurgy. And with DZanetech’s experienced technical team guiding every step of the transition, foundries now have access to one of the most advanced binder technologies available anywhere in the world.
For further details, contact DZanetech for Johannesburg on 082 809 7380 (Paul Malone) or Cape Town on 083 454 5465 (Johan Jooste) or for National 066 010 0999 (Zaid Syed) or Technical Support on 083 274 1657 (Koketso Mamogale) or visit www.dzanetech.co.za