Nine years ago, Malleable Castings began a programme to boost efficiency, enhance productivity, improve casting quality, increase cost savings and improve overall working conditions while taking into account environmental concerns. Improvements included the investment in a horizontal moulding line. Additionally, the aim was to reduce the company’s reliance on and to ‘retire’ the existing 10 manual jolt squeeze moulding machines because the human involvement gives consistency and quality problems, as well as a decline in productivity levels.
“That investment in new equipment was the first capital expenditure that the company had undertaken since the 1980s other than an investment in a new 3-ton medium frequency 1.5 megawatt furnace to replace a furnace that was way past its sell-by-date. When I joined the company in 2011, I was given a challenging task to improve productivity, improve quality, reduce costs and scrap rates in a foundry that was operating in the 19th century and there was a reluctance to provide funds for expenditure on modern foundry manufacturing equipment due to declining economic activity,” explained Divisional Managing Director Ben Dyson.
Malleable Castings partnered with their equipment suppliers to develop an automated solution for repeatability and consistent quality in a specific fettling operation. The result is a CNC operated robotic arm that is an automated, 5-axis industrial manipulator programmed to perform the fettling operations of removing the flashing and ingates
“Such was the improvement in our moulding operation once we had installed the new horizontal moulding line, that it drove us to investigate a further investment in this department, as well as in the other departments in the foundry and in the finishing area.”
“In 2019 we installed a second HMF automated horizontal moulding machine. This machine has a workable moulding area of 460mm x 360mm x 150mm and the moulding rate is 40 moulds per hour. The automated line is also equipped with a mould manipulator and conveyor system for easy handling of the moulds, also ensuring the minimum cooling time for ductile iron is met.”
“The automated hydraulically operated machine has been custom built to suit our needs and we have already reduced our scrap rates enormously with the consistent and reliable manufacture of green sand moulds. Productivity is also reaching record levels.”
“The scope of our capabilities in terms of the castings weight range from 0.1 kilogram to 30 kilograms.”

In the coated sand core shooting department, Malleable Castings has two Delin DL361 fully automatic, electrically heated, shell core shooters with a core box size of 400mm x 250mm x 150mm and two smaller units with identical core box capacity
HMF rotary drum
In between these two installations, Malleable Castings have also invested in a new HMF rotary drum machine that has the capability of processing 10 tons per hour. This machine was installed in December 2018. The drum diameter is 1.5m and it has a length of six metres.
“There are two finishing processes for handling high volumes of metal parts – vibratory machines and barrel tumblers.”
“We have chosen the rotary drum method as there is a huge reduction of dust in the foundry as the sand is removed from the casting before exiting the drum and sufficient extraction is part of the design. Additionally, the return sand that is sent back to the sand reclamation plant is cooler, a huge benefit for quality green sand. A significant amount of deburring of the casting has also already taken place, including the sprue, thus greatly reducing additional manual labour in the knock off process. Furthermore, the rotary drum requires far less maintenance than traditional vibratory feeders.”
Further investments
“The theme of tired equipment continued in the coated sand core shooting department. However, this has now changed with the installation of a Delin DL361 fully automatic, electrically heated, shell core shooter with a core box size of 400mm x 250mm x 150mm, in December 2018.”
“Due to its success, the company subsequently added a second DL361 and two smaller units with identical core box capacity.”

Currently Malleable Castings are processing 5 high-volume ductile iron components on the automated 5-axis fettling machine and a second machine is scheduled for installation in June 2026. One operator will run both machines and that includes loading and unloading
“The core shooting process is now fully automated with automatic core ejection and mould turning down to release cores onto an automatically indexed conveyor. The machines, once set, only need someone to trim and pack cores, reducing operator costs significantly. We are currently using one operator for 2 machines. This is a game changer compared to the old manual type machines. We have reached a point where the foundry no longer waits for cores, we have a huge buffer ready waiting to go to the foundry. The electrical heating of the core box in an enclosed machine is also more efficient than the old type gas heated open machines.”
CNC fettling machine
“A number of the components that we cast are repetitive and in high volumes. And they all require some form of fettling, a foundryman’s worst nightmare in terms of time consumed and consistency.”
“Finishing of castings in foundries can be done in a variety of ways and you would require a wide range of tools for fettling with manual or automated processes. Generally, the materials of the castings are very hard and, as a result, the removal of excess material after casting has to be done with high-performance tools.”
“But in terms of quality and consistency manual labour can never achieve the repeatability that you are looking for. When the shift starts you might get close to repeatability but that declines the longer you go into the shift. And it is only because of tiredness and the operator being bored, especially if it is a repeat casting for the full duration of the shift. And we do have a number of casting components that run into the many hundreds.”

Malleable Castings have recently acquired some rail transport contracts
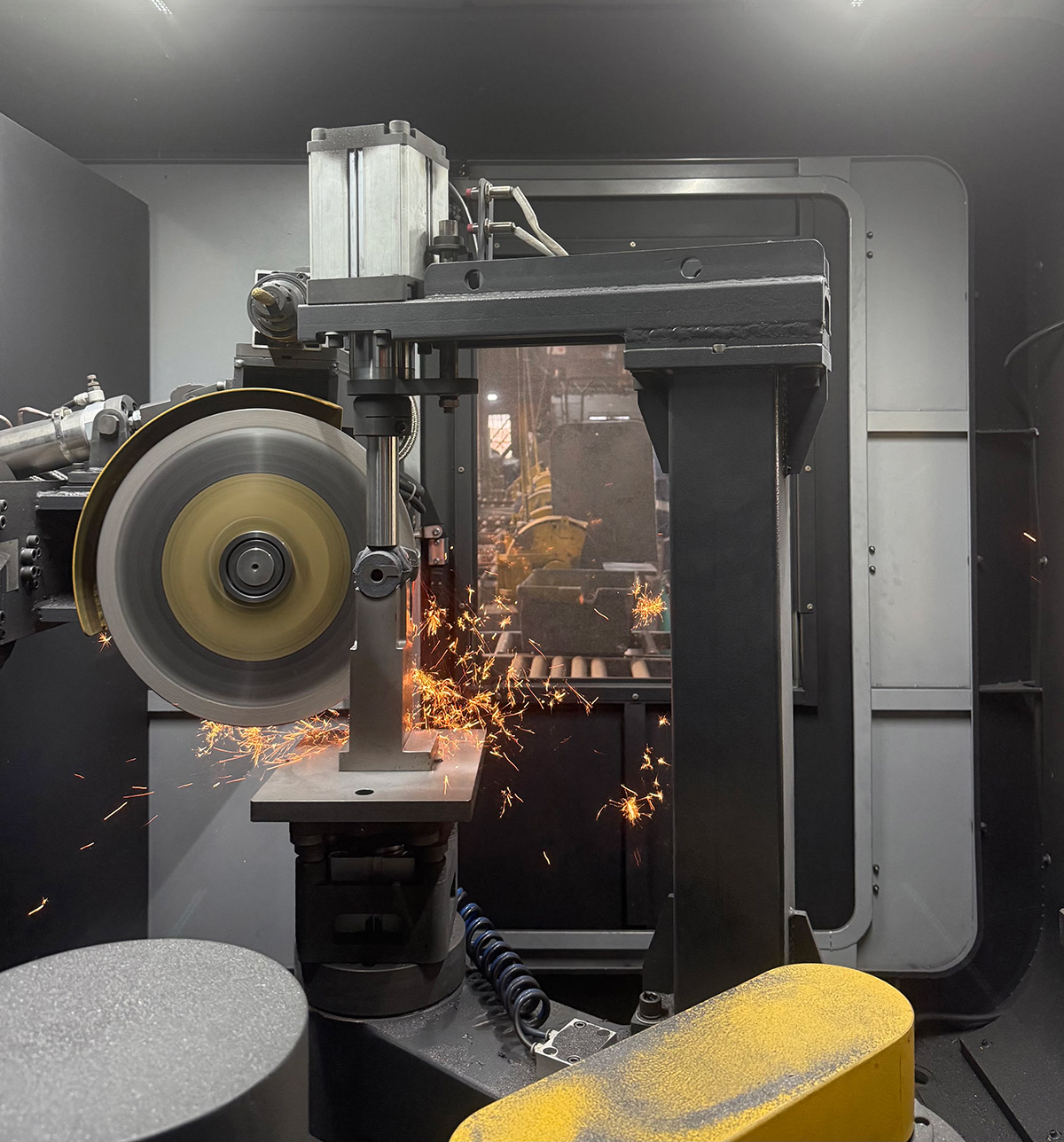
“We partnered with our equipment suppliers to develop an automated solution. The result is a CNC operated robotic arm that is an automated, 5-axis industrial manipulator programmed to perform the fettling operations of removing the flashing and ingates. If necessary, it can be programmed to do other fettling operations such as trimming, grinding, chipping, pencil grinding, removing burrs and polishing of cast metal parts.”
“The machine is fully enclosed for safety reasons and was delivered in November 2025. It uses specialised end-of-arm tooling. The arm presents the component to a fixture that houses a CBN grinding wheel, which is programmed to perform the operations that you want done.”
“We have done time studies and the manual cycle was taking 45 seconds whereas the CNC operation takes 40 seconds. That is not a huge saving but it is the repeatability and consistent quality that counts, as well as the reduced operator fatigue.”

Malleable Castings has also invested in a 2-ton an hour continuous mixer for alkaline phenolic no-bake moulding, enabling the foundry to manufacture larger castings beyond the dimensional limits of its green sand operation
“Currently we are processing 5 high-volume ductile iron components on the machine and a second machine is scheduled for installation in June 2026. One operator will run both machines and that includes loading and unloading.”
“What is impressive is we have not had to replace the expensive CBN wheel yet – and it has done over 70 000 components already.”
Data-driven green sand quality control
Participation in the NFTN Sandman initiative has further strengthened the company’s focus on green sand quality management. Recognising that green sand quality is fundamental to casting performance, Malleable Castings invested in upgraded laboratory testing equipment, including a green sand universal tester and a permeability tester.
“The decision followed a benchmarking visit to a major Chinese foundry operating two modern Disamatic lines with a 160TPH green sand plant.”
“Our casting finish has improved substantially through continuous testing, data analysis and regular process adjustments,” said Dyson.
Expansion into no-bake casting
Malleable Castings has also invested in a 2-ton an hour continuous mixer for alkaline phenolic no-bake moulding, enabling the foundry to manufacture larger castings beyond the dimensional limits of its green sand operation. The HMF-supplied system includes a user-friendly control platform with remote connectivity, which simplified commissioning and operator training.
“This is a new area for us, but it is already opening additional business opportunities,” commented Dyson.

Recognising that green sand quality is fundamental to casting performance, Malleable Castings invested in upgraded laboratory testing equipment, including a green sand universal tester and a permeability tester
Since its acquisition by West Rand Engineering (WRE) in 2017, Malleable Castings has undergone a significant cultural and operational transformation through targeted, affordable strategic investments. WRE is part of Baobab Industrial Group, a diversified industrial group that includes Klambon Water, LubeMasters, Africa Thermal Insulations, DLM, Metermatic and the Section Poles Group.
The Group’s shareholders include RMB Corvest and Shalamuka Foundation.
For further details contact Malleable Castings on TEL: 011 822 1503 or visit www.malleable.co.za
