Some say the health of a country is defined by the strength of that country’s manufacturing sector. The scope and scale of manufacturing have changed considerably in the intervening centuries, but the challenge of defining ‘manufacturing’ has not gone away. If anything, changes in the ways manufactured goods are developed, produced and sold have made manufacturing more difficult to define and to link to a particular location, and have made it more difficult to identify workers whose jobs are related to manufacturing.
Manufacturing accounts for some impressive figures in most advanced economies. However, it is a segment of the overall economy that does have its ups and downs over the years though, from offshoring to job cuts: Manufacturing is influenced by major economic developments and broad international trends. The latest factor affecting manufacturing is technological change, and its various effects on individual manufacturing operations and on workforce demographics.
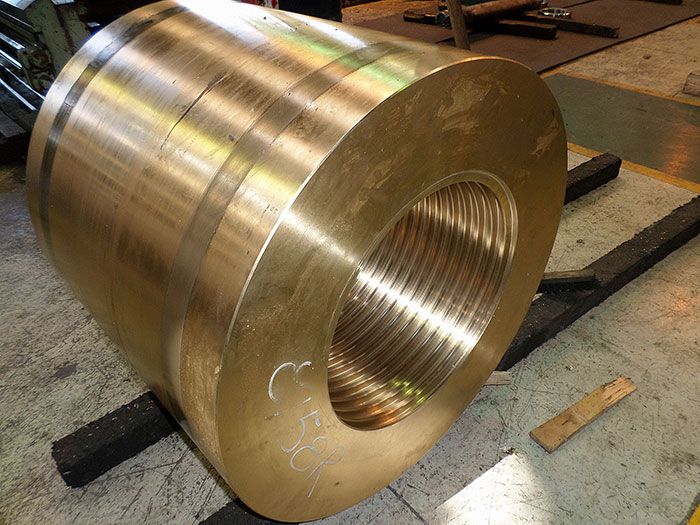
Protea Foundry still supplies one of the first clients that it acquired when it was established in 1979. This is a four ton screw nut that Protea Foundry produces from casting to machining
Many of the recent changes in the manufacturing industry have been driven by consumer demand. Consumers want things faster, more individualised, and newer than last year or even last quarter. Therefore, manufacturers have had to keep up with not only the demand for new products but with finding skilled workers to make these products. New and advanced manufacturing technologies have helped to better meet consumer demand. In the foundry industry 3D printing is a great example. But not all foundries or processes can adapt to this technology.
It was therefore very refreshing to visit Protea Foundry, located in Vanderbijlpark Gauteng, a foundry that predominantly produces copper-based castings for a range of industries. At first glance from street level you are deceived about what to expect. But once past the administrative buildings you are impressed by the size and the action that is happening on the floor. And, all of the work in this foundry is done in the traditional way in which foundries have operated for many decades. There is no fancy equipment or systems deployed – just conventional foundry operations producing quality castings.

A general look at the floor foundry
What is more impressive is that the foundry is managed by the daughter of the original founder and his 80-year-old wife who is still actively involved in the company on the administrative side even though he himself has been retired for over 20 years. On top of this the family-orientated business is no longer owned by the family and has not been since 1997.
Charles Taylor had trained as a moulder at the Union Steel Corporation (USCO) Vaal Works (today known as the Vereeniging Works) in Vereeniging, the first company in South Africa to produce steel, before deciding to venture out on his own and start a foundry in 1979. The foundry was established on the back of an order for Iscor, the state owned steel manufacturer before it was privatised in 1989 and then subsequently purchased by ArcelorMittal South Africa in mid-1991.
Taylor had no real foundry experience except for his moulding capabilities. Coming from a ferrous environment it was somewhat surprising to all that knew him that he began his own business and foundry manufacturing non-ferrous components. The contract with Iscor was to supply small bushes and Taylor did so from a small rented space in a bigger factory in Meyerton, that housed an engineering company owned by his brother, with the help of a couple of employees.

The furnace and melting area

Protea Foundry began manufacturing spun cast components in 1992 and they now have five machines in their spun cast department and spin casting makes up about 60% of the company’s monthly tonnage cast
The stay in Meyerton lasted a year before Taylor had to find bigger premises because of increased orders and this he did in Vanderbijlpark, which is only 27kms from Meyerton. It also meant that Taylor was closer to his client, one that Protea Foundry still supplies today. Iscor had built a steel works in Vanderbijlpark and had started trading in 1947.
Taylor started the company with two 160kg furnaces that were powered by diesel. These two furnaces were the mainstay of his melting capacity until 1984 when he purchased land and built his own factory to house the foundry and the supplementary operations. Protea Foundry still occupies the same facility but now it is housed under 3 500m² of roof space after many additions have taken place.
With a new focus Taylor also made the move from diesel furnaces to gas fired furnaces, not only to become more efficient and cost effective, but also because of the availability of gas being piped in directly. Taylor would make another change six years later when he switched to induction furnaces and the company still runs its melting requirements with induction furnaces.
Initially the company purchased four Inductotherm furnaces of various sizes but through upgrading it now runs two Inductotherm furnaces and three DVS furnaces ranging in size from 150kW to 350kW, which more than accommodate the range of castings that the company manufactures – between 100 grams and four tons (gross).
Centrifugally spun cast components in high nickel bronzes
“Dad did dabble in aluminium castings for a while but decided to concentrate on copper/bronze based materials and castings particularly when the company decided to produce centrifugally spun cast components in high nickel bronzes for clients. This began in 1992 and we now have five machines in our spun cast department and they make up about 60% of our monthly tonnage cast,” explained Jacky O’Grady Moutinho, daughter of Charles Taylor and the current General Manager.

Protea Foundry cast materials such as the aluminium bronze group, the brass group, high tensile brasses, the leaded bronze group, the phosphor bronze group, special high nickel bronzes for spun cast products only, high tin alloys, special alloys and the gun metal group

Corry Taylor with her daughter Jacky O’Grady Moutinho
“I initially worked part-time for the company helping my mother Corry with the administration side such as accounts and quotes. I joined the company full-time in 1985 and had the responsibility of quotes, marketing and sales. This was an area where Dad had been involved in, besides running the foundry. As the business grew demand for more attention on the foundry and the machining side also increased and needed attention.”
“Foundries are generally dominated by furnaces, sand and molten metal. However, in-house machining has closed a chronic gap in the foundry’s ability to exercise quality control. Besides clients want to avoid the communication demands and the complexity of relying on one supplier for casting and another for machining. What they want instead was not a foundry or a machine shop, but simply a supplier who would provide finished parts or one that reduces the initial costly pre-machining operations.”

Charles Taylor – the founder of Protea Foundry
Anthoon Rheeders purchased the company in 2007 before selling it in 2015
“Dad recognised this from early on in his business life and today we have 11 lathes of various sizes at our disposal. The type of castings that we mainly produce lend themselves to be mainly pre-machined on lathes and do not, at this stage, require production orientated CNC machines. If a client requires final machining we can offer this service.”
Family business changes hands
“There were seven children in the Taylor family and three of my brothers have also worked for the company at various times. My late brother Koos, who was the oldest of us siblings, Charlie and Chris have all been employed by Dad besides me and Mum.”
“The first ownership change came in 1997 when Dad sold the company to Anthoon Rheeders and Piet Odendaal.”
“Piet only stayed a short while before leaving the company in 2000, the year Dad finally retired. Anthoon continued to run the company before he sold 49.9 % to the PSG Group in Stellenbosch, Western Cape, whose founder and Chairperson for a long period was Jannie Mouton, in November 2007.”
“The next ownership change took place eight years later in July 2015 when the Sunset Bay Group purchased 100% of the shareholding. The Sunset Bay Group is privately owned by the Mahomed family and currently we are overseen by Zeyn Mahomed.”

“Some of the components and products that we manufacture, or let me rather say a few of them, are labyrinth seals, earth moving equipment, spindle and bearing segments, hydraulic parts, water pump parts, piston and sliding rings, wear plates and rings, general machining components, bushes and solids, pattern jobs, gland bushes, worm gear blanks, mining equipment and crushers, face and side liners, housing screw nuts, turbine seals and many others.”
![]()
Some other components that Protea Foundry has cast and pre-machined
“Within the group there are a number of other companies involved in beneficiating non-ferrous metals. Gold Circle Metals, for example, produces continuous cast bronze and is one of the largest stockists and distributors of non-ferrous semis in Africa. Gold Circle Metals stocks a variety of products such as brass and copper extrusions, earthing tape for electrical application as well as local and imported mirror-finished sheeting, shimstock, tubing, different qualities of cast bronze bar, oil impregnated bronze, aluminium bronze, cast iron solid bar and a variety of copper based ingot.”
“Other companies within the group include Derco Metals, Copalcor, Maksal and Vaal Triangle Metals which are trading and manufacturing divisions stocking and distributing various non-ferrous metals including plumbing tubes, air-conditioning tubes, refrigeration tubes, busbar and an extensive range of extruded, rolled and forged semi-finished and finished product in aluminium, copper, brass and other alloys.”
Casting
“Besides spun casting we also offer furan sand casting, which is 30% of our production, and also chill casting, which we do for challenging components with complex cavities. This involves pouring liquid bronze into a metallic mould making use of gravity. The cavities are formed by sand cores. These are either made by our core shooters or provided by suppliers who can quickly produce them.”

Besides floor and spin casting Protea Foundry also offers chill casting

The type of castings that Protea Foundry mainly produces lend themselves to be pre-machined. The company has 11 lathes of various sizes at their disposal
“We cast materials such as the aluminium bronze group, the brass group, high tensile brasses, the leaded bronze group, the phosphor bronze group, special high nickel bronzes for spun cast products only, high tin alloys, special alloys and the gun metal group.”
“Some of the components and products that we manufacture, or let me rather say a few of them, are labyrinth seals, earth moving equipment, spindle and bearing segments, hydraulic parts, water pump parts, piston and sliding rings, wear plates and rings, general machining components, bushes and solids, pattern jobs, gland bushes, worm gear blanks, mining equipment and crushers, face and side liners, housing screw nuts, turbine seals and many others.”
“Many of our castings end up at companies directly or indirectly such as Koeberg nuclear power station, Eskom power stations, Demag, Sulzer Pumps, Sasol, ArcelorMittal, Komatsu, Bell Equipment, Highveld Steel and FDL Schmidt.”

Some more castings that have been pre-machined

Protea Foundry specialises in non-ferrous metals
“One of the more interesting castings that we have done recently was for ArcelorMittal. The housing screw nuts are not ordered very often but when they are they bring smiles to everyone’s faces. When cast they weigh about four tons and once machined they weigh about 2.7 tons. A very challenging casting to get correct but rewarding once completed.”
“We are generally left to run on our own. I have now got very good experience on the foundry processes and have attended and passed all the SAIF courses to broaden my knowledge. I made it my business to get to know how a foundry works on the manufacturing side and started to do that when Dad was still in charge. It certainly has put me in a position of confidence.”
“All materials are checked on our Bruker Q4 and certificates issued. With power not being reliable we have installed a generator that cost us R2 million and we are currently upgrading our two transformers. The furnaces are eight years old now so we could start looking at new ones.”
“We are not back at the levels that we were at a few years ago but that is understandable. The pandemic has not helped but we are not making that an excuse.”
For further details contact Protea Foundry on TEL: 016 986 0713
