New plant is set to serve local gear market and adds significant capacity to its existing heat treatment and forging operations.
Frankwen Forge has commissioned a new gas carburising facility in response to increased demand from South African gear and pinion manufacturers. The investment, completed in April 2025, is located in a repurposed 2 000m² building on the company’s existing site and adds significant heat treatment capacity to its existing forging operations.
“The new plant includes three vertical, electrically powered furnaces with sealed retorts to ensure precise atmospheric control with capabilities of up to Ø2m x 5.6m long,” said Donovan Traube, Frankwen Forge’s Director.

Frankwen Forge has commissioned a new specialised carburising plant. The new plant includes three vertical, electrically powered furnaces with sealed retorts to ensure precise atmospheric control with capabilities of up to Ø2m x 5.6m long
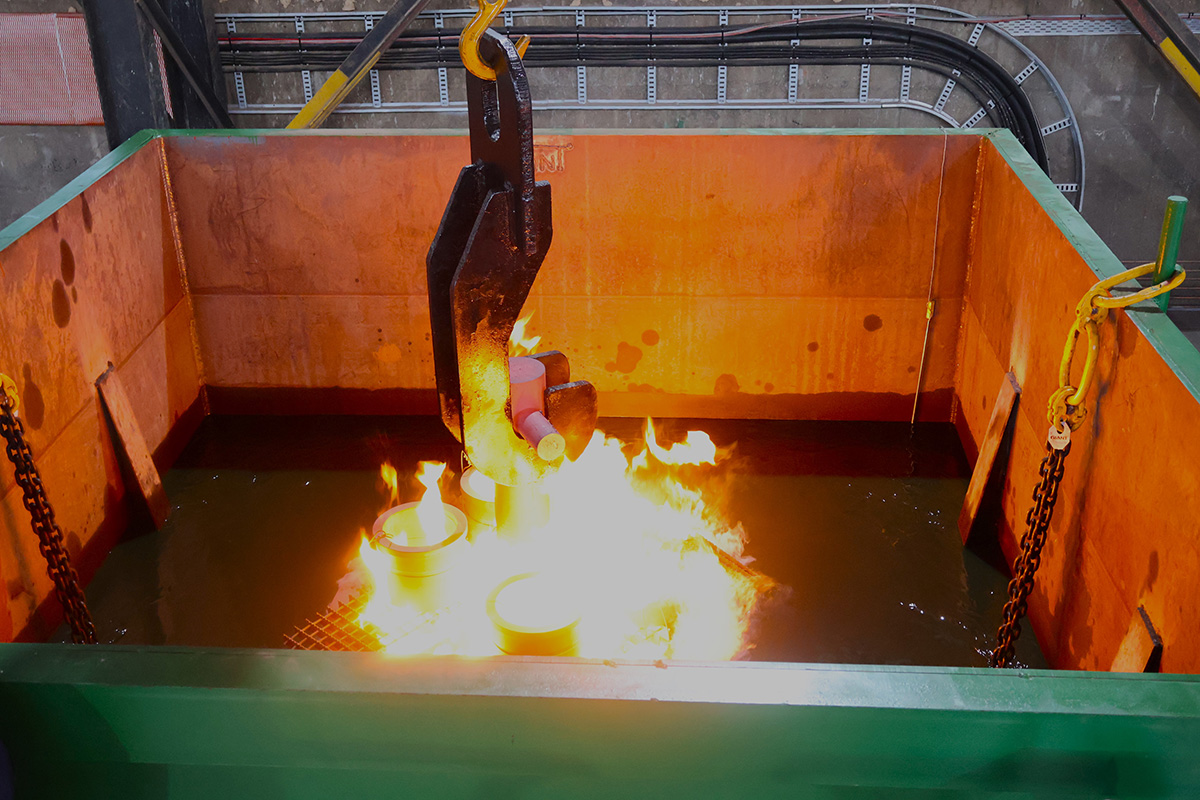
“The facility also houses a 60 000-litre oil quench tank measuring 4 000mm x 4 000mm x 7 000mm deep. The tank is equipped with four agitation pumps for consistent quench performance. Additional infrastructure includes an on-site nitrogen generator and full backup power capability,” continued Traube.
Understanding carburising in heat treatment operations
Carburising is a case-hardening process used to increase the surface hardness and wear resistance of low-carbon steels. The process involves heating steel parts in a carbon-rich environment, allowing carbon to diffuse into the surface. This forms a hardened outer layer while maintaining a ductile core. It is widely used in both small-scale workshops and high-volume industrial operations due to its versatility and cost-effectiveness.
The process is typically applied after machining, as low-carbon steels lack sufficient carbon to harden effectively through quenching alone. Carburising increases surface carbon content to desired levels, allowing parts to be surface hardened, increasing wear resistance dramatically.

Frankwen’s carburising process begins with cleaning and, where specified, masking components with stop-off paint. Components are then gas carburised according to the required case depth. The cycle continues with controlled cooling, oil quenching, tempering, and optional cryogenic treatment. Final inspection includes hardness testing, microstructure evaluation, and case depth profiling using Vickers hardness measurements
Applications include gears, shafts, and components subject to high wear and fatigue. The process is adaptable to a range of steel and alloy compositions and accommodates complex geometries, although care must be taken to avoid stress concentrations from uneven cooling.
There are several advantages to carburising. It offers good dimensional control and compatibility with mass production through automation. It also provides a favourable combination of surface hardness, wear resistance, ductility, and fatigue strength. Case-hardened parts withstand impact loads while resisting surface abrasion. For instance, steels like 18CrNiMo7-6 can see fatigue limits improve by up to 60% after treatment.
Carburising relies on high temperatures to allow carbon diffusion to create the case. The metal surface must be clean for optimal results. The process can be carried out using different methods depending on how the carbon is introduced – solid, liquid, or gas-based mechanisms are common. Carburising can be a valuable process in modern metal treatment, enabling the production of durable, cost-effective components across various industrial sectors.

This addition of carburising treatment enhances the company’s ability to supply fully processed parts that meet mechanical and surface hardness requirements without reliance on external vendors
Frankwen Forge’s carburising process
“Frankwen’s carburising process begins with cleaning and, where specified, masking components with stop-off paint. Components are then gas carburised according to the required case depth. The cycle continues with controlled cooling, oil quenching, tempering, and optional cryogenic treatment. Final inspection includes hardness testing, microstructure evaluation, and case depth profiling using Vickers hardness measurements,” said Traube.
“The plant is geared to carburise primarily 655M13 (EN36B) and 17CrNiMo6 materials, with applications mainly in the gear manufacturing sector. The furnace capacity allows for the processing of approximately 40 tons per month across various materials.”
Carburising cycle times depend on case depth, the deeper the case, the longer the process.

The plant is geared to carburise primarily 655M13 (EN36B) and 17CrNiMo6 materials, with applications mainly in the gear manufacturing sector. The furnace capacity allows for the processing of approximately 40 tons per month across various materials
While some similar facilities exist in South Africa, Frankwen Forge’s carburising plant is among the few open to the external market. The company aims to meet the needs of its existing forge clients and expand its customer base among those requiring precision carburising.
The build took 18 months to complete.
Frankwen Forge is a South African open-die forging operation supplying forged components to industries including mining, rail, heavy industrial equipment, and power transmission. Based in Benoni, Gauteng, the company specialises in the production of high-integrity forgings manufactured from a range of carbon, alloy, and stainless steels, with a focus on long product forms such as shafts, bars, gear blanks and rolled rings.
Established in 1981 to meet local demand for heavy-duty forged components, Frankwen Forge has developed a vertically integrated production approach that combines billet preparation, forging, heat treatment, and rough or final machining. This model allows for greater control over product quality and turnaround times, and it positions the company as a domestic alternative to imported forgings.

The facility also houses a 60 000-litre oil quench tank measuring 4 000mm x 4 000mm x 7 000mm deep. The tank is equipped with four agitation pumps for consistent quench performance. Additional infrastructure includes an on-site nitrogen generator and full backup power capability
The forging operation is supported by hydraulic presses and other heavy-duty forming equipment, capable of producing components up to nine tons in weight. The product offering includes stepped shafts, rings, discs, pinions, and other geometries required by OEMs and end-users operating in harsh and high-load environments. The company supplies both standard and custom-forged solutions, depending on client specification.
Frankwen Forge primarily uses raw material grades such as 655M13 (EN36B), 17CrNiMo6, and multiple low-alloy steels suited for heat treatment. In-house metallurgical capabilities support the production process, including hardness testing, grain structure verification, dimensional control and mechanical testing.
Over the years, Frankwen Forge has made capital investments aimed at improving both its scale and scope of services. This includes investments in machining capability and, more recently, the commissioning of the carburising plant.
This addition of carburising treatment enhances the company’s ability to supply fully processed parts that meet mechanical and surface hardness requirements without reliance on external vendors.
With its combination of forging, heat treatment, mechanical testing and machining capabilities, Frankwen Forge is positioned as one of the few South African operations offering a consolidated solution for large, complex steel forgings, serving the mining, power, petrochemical, marine and general engineering industries
Frankwen Forge operates with a client-focused approach, working closely with downstream manufacturers and end-users to ensure specification compliance and consistent quality.
The company has built relationships with major players in the mining and industrial sectors and continues to seek new market opportunities in specialised forged components.
With its combination of forging, heat treatment, mechanical testing and machining capabilities, Frankwen Forge is positioned as one of the few South African operations offering a consolidated solution for large, complex steel forgings, serving the mining, power, petrochemical, marine and general engineering industries.
Frankwen Forge has a SANAS accredited laboratory – Franktech – a sister company, that is an independent metallurgical testing laboratory that is located on the premises.
For more information contact Frankwen Forge on TEL: +27 746 9200 or email: casehard@frankwenforge.co.za or info@frankwenforge.co.za
